联系人:潘经理
手 机:13567849043
电 话:0574-63221800
传 真:63221896
邮 箱:zhangpei@dinglispring.com
网址:www.dinglispring.com
地 址:浙江省慈溪市崇寿镇纬二西路211号
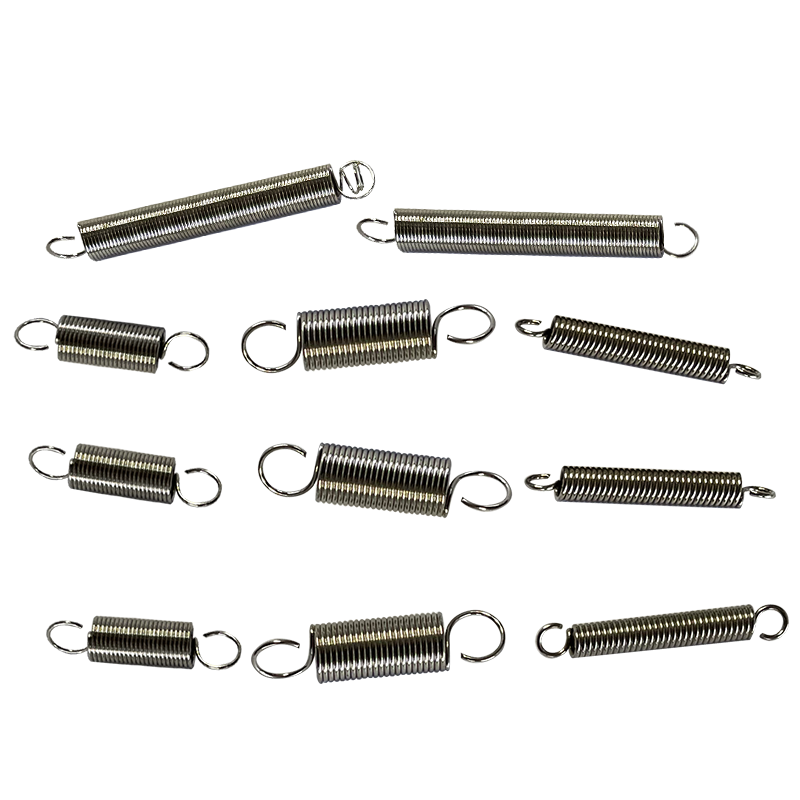
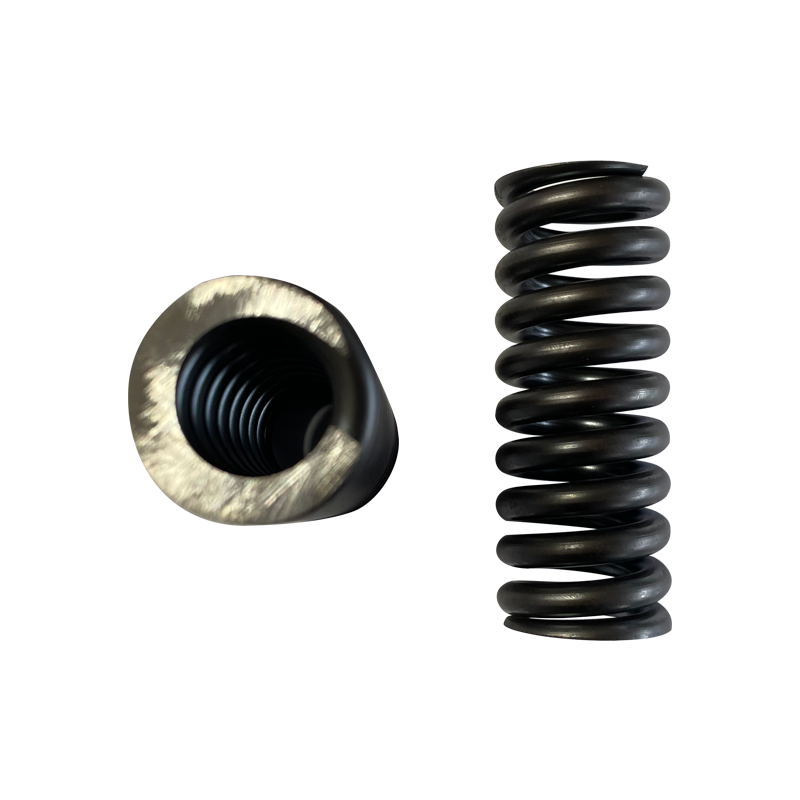
做为安全防护用的磷化属厚膜磷化,膜厚达20um之上,膜重一般10~30g/m2,乃至更重。为此求取优良的安全防护性能,零件磷化解决后还需要浸油、脂或蜡,以进一步提高防腐蚀性能。多见运用于牢固件、扭簧等。
正常情况下,这种膜不可以用以有机化学涂层的最 底层,它对机械设备形变很比较敏感,遭受变形时,膜会产生裂开和松散,导致零件与漆层分离出来。除此之外,建筑涂料耗费非常大,光滑度和光滑度差。
(1)慢磷化
槽液由磷酸二氢锌、磷酸二氢猛、磷酸二氢铁中的一种或二种及分散的磷酸构成。因为专业复合模具弹簧没有还原剂,伴随着解决总面积的提升,Fe2+离子浓度持续上升,残渣随着提升。解决時间必须40~60分鐘。
(2)加速高溫磷化
在以上磷化液中添加N03-、CI03-等,可大大缩短磷化時间,他们的功效取决于空气氧化钢材与酸反映转化成的氢氧根离子和铁的融解转化成的亚硫酸根,能保持水溶液中Fe2+的含量终始在一个水准上。
在含加速剂的磷化液中,锌的含量虽然逐渐是减少的,但在一定酸比下,专业压缩模具弹簧槽液应用的全部全过程能维持在一个稳定水准,磷化膜的成分不容易因为解决总面积的是多少而产生显著的转变。除此之外,含加速剂的磷化槽中沉淀比没有加速剂要显著降低。磷化膜耐腐蚀性能不会改变,槽液使用寿命显著增加。
在生产过程应按时检验并填补水溶液,维持产生品质均一的膜。耐高温弹簧制造厂零件入槽的方式能够多种多样,很大的工作中用专用型吊装工具或过滤管;对大批小物件,可以用滚桶。