联系人:潘经理
手 机:13567849043
电 话:0574-63221800
传 真:63221896
邮 箱:zhangpei@dinglispring.com
网址:www.dinglispring.com
地 址:浙江省慈溪市崇寿镇纬二西路211号
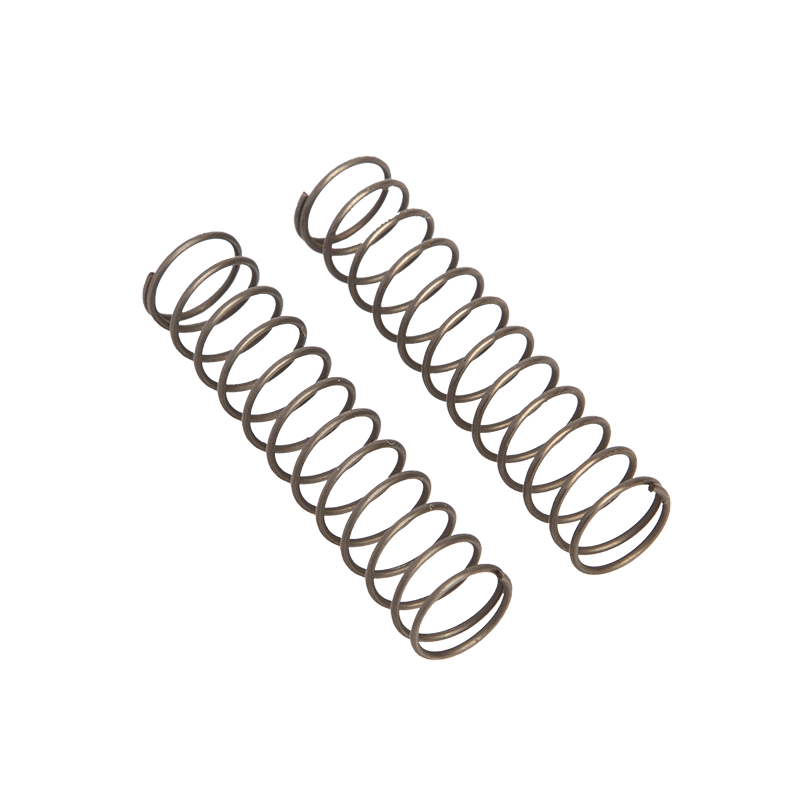
弹簧的变形是当外力作用超出弹簧的延展性極限时,回弹力高度小于原高度或超出0.6毫米。弹簧变形后,弹性力和弯曲刚度也会产生变化。因而,为了更好地得到适合的弹簧,有时候在设计图里将弹簧做得高些,在生产制造进行后开展强压缩解决,使弹簧变形和更改。符合规定的弹簧规格型号。
可是,根据强压缩(拉、扭)解决来提升弹簧的承载力是有标准的。由于强劲的压缩全过程中,仅有当弹簧的表面原材料造成有利的内应力与强劲的压力会危害压缩,和仅有在强劲的压缩(拉申、扭转),弹簧原材料,所造成的内应力,塑性变形变形很大的化学物质提升弹簧的延展性極限。殊不知,每一种原材料的延展性極限都是有一定的程度。一旦超出这一極限,原材料不但会造成塑性变形变形,并且还会继续“彻底妥协”变形。很多溫泉“彻底”下明显压缩0.5σb(拉)原材料。“生产量”变形。
不一样原材料的强度极限也不一样。妥协规定值仅有在抗压强度测算和实验后才可以明确。此外,强压(支撑力、扭转)解决的实际效果与弹簧的样子和构造、强压解决的加工工艺方式息息相关。就弹簧的样子来讲,螺旋式比大或是螺旋式升程角小,都不太可能根据强压缩来提升其承载力。螺旋式比和螺旋式可变气门正时角能做到多少的目地,就必须设计方案强劲的工作压力。试验是能够明确的。因而,它不只是简易地按弹簧,拉它,拉它或扭它,它能够提升负载工作能力在一次。
除开高地应力弹簧,一般的压缩、拉申和扭转弹簧沒有强压缩(拉申、扭转)的必备条件,但标准能够根据“预制构件高”全过程的弹簧。以压缩弹簧和扭转弹簧为例子,根据维持弹簧上的“预制构件高度”和“预制构件视角”的强压力,能够做到2个目地:一是使弹簧做到“压缩”、“压缩”和扭转量;二是弹簧历经强压解决后的高度或视角恰好达到设计方案规定。