联系人:潘经理
手 机:13567849043
电 话:0574-63221800
传 真:63221896
邮 箱:zhangpei@dinglispring.com
网址:www.dinglispring.com
地 址:浙江省慈溪市崇寿镇纬二西路211号
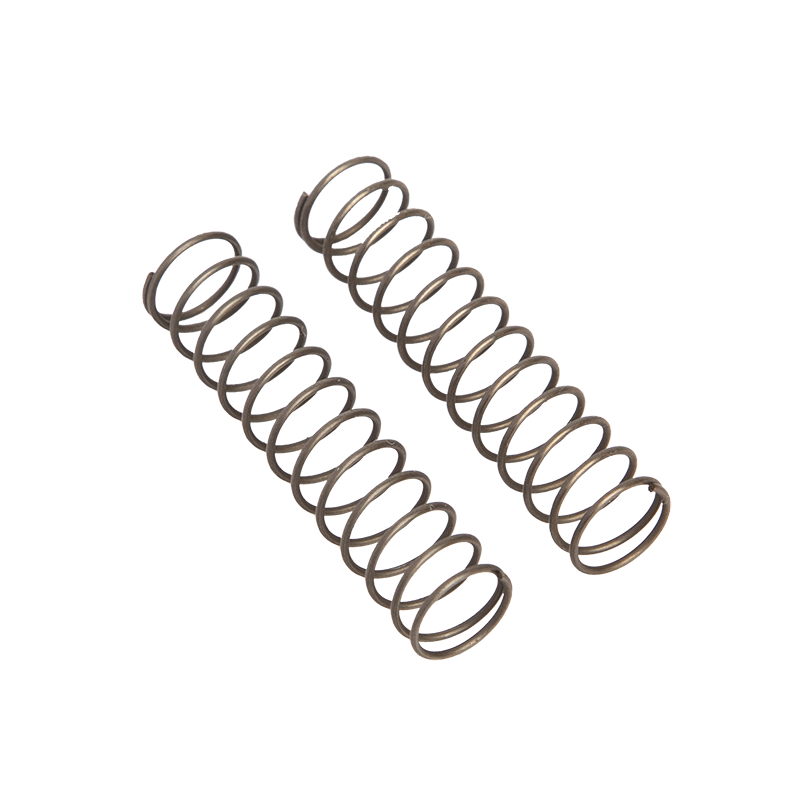
压缩弹簧做为一种出色专用工具,长期应用之后也许会出現一些损坏,弹簧厂家对于压缩弹簧在损坏后怎样解决作出分析。压缩弹簧是一种安装在加工中心上的筒形夹具工装,可以用以升级改造零件的定位设备。在所有夹持范围内T.I.R(径向晃动误差)≤10um,夹持直径范围从直径mm到36mm。压缩弹簧服务设施BT弹性夹头绝大多数采用7:24圆锥体常用工具弹性夹头,并采用相对性方式的拉钉紧绷结构与机床主轴互相配合,其优质的径向晃动可以提升数控机床刀片的使用寿命。
1、刃口损坏。改进方法:提高切削速度;降低切削速度;运用更抗磨损的刀片原材料;运用涂层刀片。
2、崩碎。改进方法:运用可塑性更强的原材料;运用刃口提升的刀片;检查制作工艺系统的弯曲刚度;提升主倾斜角。
3、热变形。改进方法:降低切削速度;减少走刀;减少切深;运用更具备热强制性原材料。
4、切深处损坏。改进方法:变更主倾斜角;刃口提升;拆卸刀片原材料。
5、热裂缝。改进方法:适当运用发动机冷却液;降低切削速度;减少走刀;运用涂层刀片。
6、积屑。改进方法:提高切削速度;提高走刀;运用涂层刀片或金属陶瓷刀片;运用发动机冷却液;使刃口更锋利。
7、半月形洼损坏。改进方法:降低切削速度;降低走刀;运用涂层刀片或金属陶瓷刀片;运用发动机冷却液。
8、裂开。改进方法:运用可塑性更强的原材料或槽型;减少走刀;减少切深;检查制作工艺系统的弯曲刚度。特别注意:一般当后刃口损坏到0.7mm时,应拆卸刀片刃口;精加工时很大磨损量为0.04mm。