
联系人:潘经理
手 机:13567849043
电 话:0574-63221800
传 真:63221896
邮 箱:zhangpei@dinglispring.com
网址:www.dinglispring.com
地 址:浙江省慈溪市崇寿镇纬二西路211号
为了提精密高弹簧钢的质量,工业发达国家已普通采用炉外精炼技术、连铸工艺、新型轧制和在线自动检测及控制设备等。为了保证钢的化学成分,降低气体和各种非金属加夹物的含量,采用大容量电炉或转炉熔炼,采用炉外钢包精炼,使氧含量降至0.0021~0.0010%,生产出超纯净钢,从而大大提高了弹簧的设计和工作应力。连铸生产工艺在弹簧钢生产中已被广泛采用。连铸可通过电磁搅拌、低温铸造等技厂家术减小钢的偏析,减小二次氧化,改善表面脱碳,使组织和性能稳定、均匀。采用分列式全连续轧机,可提高尺寸精度,表面质量,同时也可使钢材沿长度显微组织均匀。在轧制过程中为了保证产品的表面质量采用在线自动检测和控制。

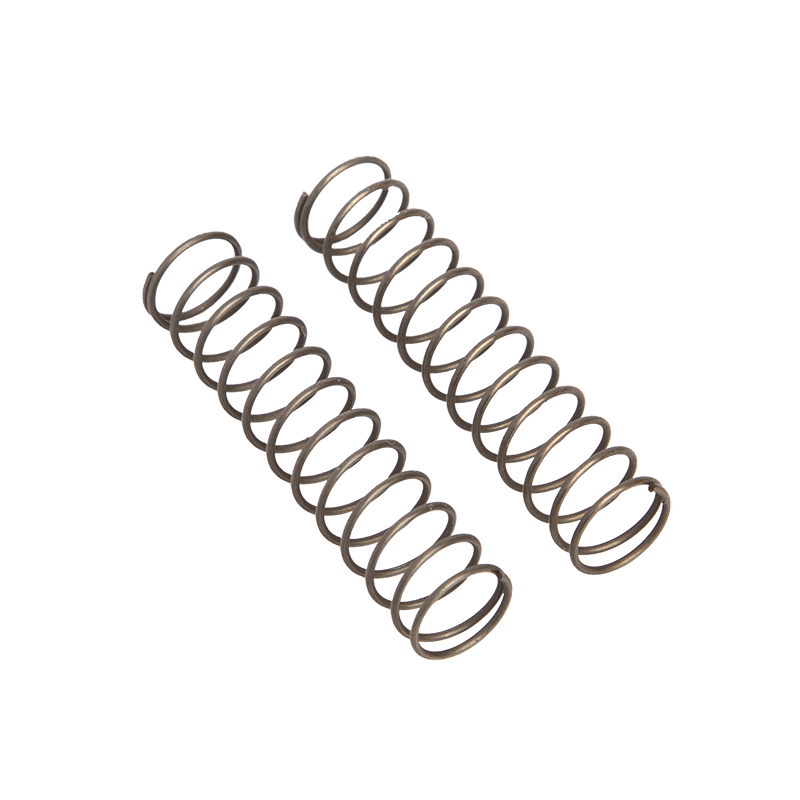
弹簧的精密疲惫破裂原因:属于方案设计有误,原材料缺点,生产加工不善及工作中艰苦环境等因素。 疲惫裂痕因此起弹簧破裂方法可分为;疲惫破裂,环境污染(氢脆或应力腐蚀破裂)及负载破裂。疲惫裂痕因此始于弹簧的高地应力区,如 拉伸弹簧 的钩环、压缩弹簧的内表层、压缩弹簧(两侧面生产制造的压缩弹簧)的两边面。浸蚀疲惫:在浸蚀标准下,弹簧原材料的疲劳极限明显降低,弹簧的疲惫使用寿命也大大缩短。磨擦疲惫:由于磨擦毁坏导致细微的裂痕而导致毁坏的问题叫磨擦疲惫。负载破裂:弹簧的另加深圳精密荷载超过弹簧风险横截面所有承担的極限地应力时,弹簧将造成破裂。负载破裂的方法:(a)强裂弯折造成的破裂; (b)破坏性荷载导致的破裂; (c)轴力荷载导致的破裂。
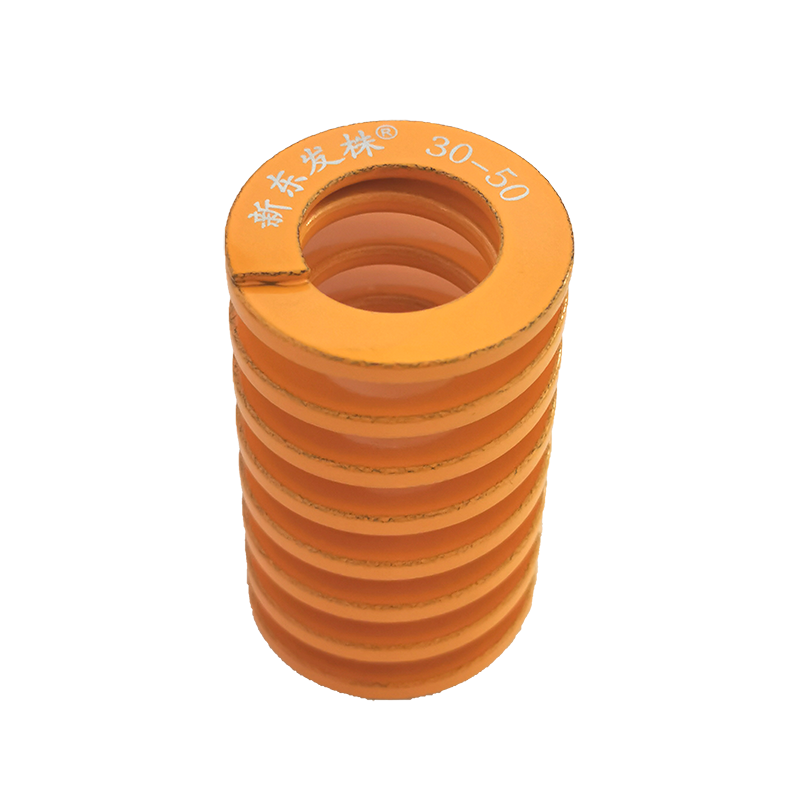
不锈钢深圳精密厂家弹簧的制造材料一般来说应具有高的弹性极限、疲劳极限、冲击韧性及良好的热处理性能等,常用的有碳素弹簧钢、合金弹簧钢、不锈弹簧钢以及铜合金、镍合金和橡胶等。弹簧的制造方法有冷卷法和热卷法。弹簧丝直径小于8毫米的一般用冷卷法,大于8毫米的用热卷法。有些弹簧在制精密厂家成后还要进行强压或喷丸处理,可提高弹簧的承载能力。弹簧的载荷与变形之比称为弹簧刚度,刚度越大,则弹簧越硬。
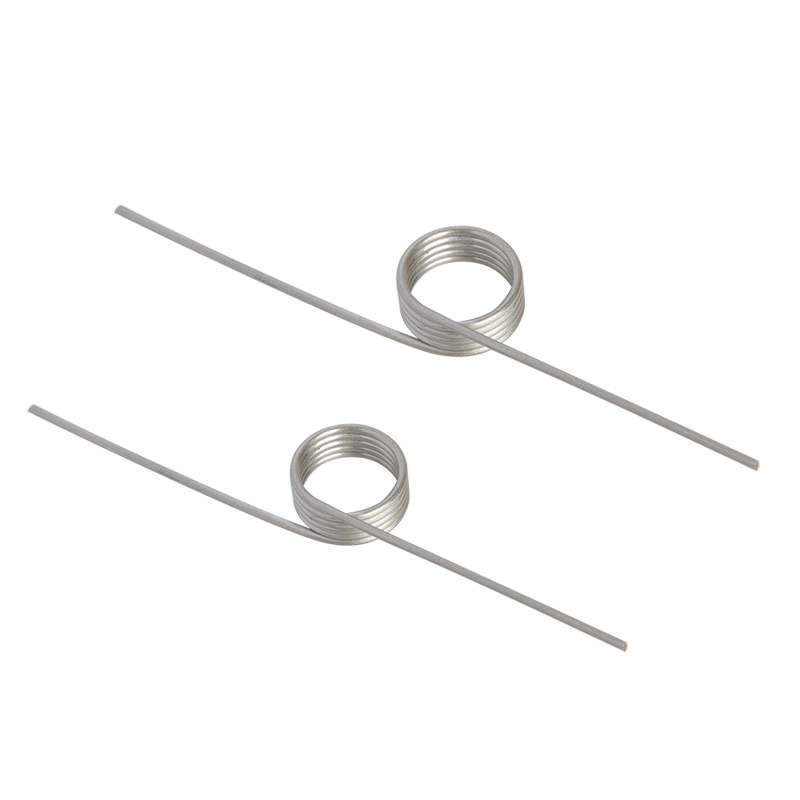
常见的等节距精密圆柱体螺旋式拉申也许压缩弹簧,其负荷特性属于直线式,也许,这里忽视了弹黄拉申或者缩小变形过程中,弹黄螺旋式角的转变。机械弹簧在拉申或者缩小变形过程中,螺旋式角会变化很大,因此,严格来说特性线是离散系统的,压缩弹簧的工作压力P的作用下。随着形自变量的提高弹黄的螺旋式角a减少,中径D2也略微扩大,其特性线呈渐增形,而对于拉伸弹簧,正好相对性,其特性线呈渐减型。压缩弹簧负荷深圳精密特性的离散系统的离散系统误差取央于弹黄的几何图形规格型号、原料横截面样子,机械弹簧偏移的规格及梁端的变竖方法。通常情况下,如果弹黄的螺旋式角并不大(小于13度),变形也并不大,这种误差是并不大的。与拉申(或缩小)压缩弹簧类似,扭曲压缩弹簧的负荷特性全是离散系统的







