
联系人:潘经理
手 机:13567849043
电 话:0574-63221800
传 真:63221896
邮 箱:zhangpei@dinglispring.com
网址:www.dinglispring.com
地 址:浙江省慈溪市崇寿镇纬二西路211号

拉伸弹簧的佛山复合模具弹簧材料中占据很大占比的有民族乐器金属材料弦线和不锈钢线,英国协同弹黄有着zhuanli权的耐热、抗金属疲劳独特铝合金.民族乐器金属材料弦线:民族乐器弦线金属线合乎ASTM-A228 或是 AMS 5112..当溫度高过121摄氏(250华氏度)时 ,不提议应用民族乐器弦线金属线做成的拉伸弹簧。拉伸弹簧订制不锈钢线:不锈钢板订做复合模具弹簧制造厂的型号规格为302,合乎ASTM-A313 或是 AMS 5688,弹黄历经淬火解决(只是是物理化学解决)当溫度高过260摄氏(500华氏度)时 ,不提议应用民族乐器弦线金属线做成的拉伸弹簧. 型号规格为302的不锈钢板略微一点带磁.不锈钢板的表层上面有一点残留的镍,它是一切正常状况,不容易危害商品的特性.
1)明确是采用生拉佛山复合模具弹簧钢丝还是铅淬火钢丝;2)提出钢丝直径、强度级别(组别)及标准号要求;3)如有特殊的强度、直径允许误差等要求应提出;4)特殊包装及标志要求;5)碳钢弹簧适合在长期温度121℃条件下工作,更工作温度应选用合金弹簧钢。特殊需求异形截面:方形、矩形、六角形等。退火处理:适合再进行订做复合模具弹簧制造厂大变形塑性加工,如压扁、轧成三角形等。稳定化处理:钢丝放出后会弹直,残余应力消除较好。表面状态:标准状态为磷化后冷拉状态,其它特殊状态有镀锌、镀镍及无磷化等。

1)冷成形工艺一次订做复合模具弹簧性自动化能力。冷成形机目前已发展到12爪。在(0.3~14)mm范围内的钢丝,基本上在8爪成形机能一次成形。目前成形工艺设备的发展方向:①提高成形速度,主要发展趋势是提高设备的成形速度,即生产效率;②通过提高设备零件的精密性和强化热处理效果来提高设备耐久性;③增加长度订做复合模具弹簧传感器和激光测距仪,给CNC成形机进行自动闭环控制制造过程。2)冷成形工艺范围能力。目前大线径弹簧卷簧机,最大规格可达20mm,=2000MPa,旋绕比5。变径或等径料Minic-Block弹簧和偏心弹簧的冷成形工艺还是有局限性。
为了提订做复合模具弹簧高弹簧钢的质量,工业发达国家已普通采用炉外精炼技术、连铸工艺、新型轧制和在线自动检测及控制设备等。为了保证钢的化学成分,降低气体和各种非金属加夹物的含量,采用大容量电炉或转炉熔炼,采用炉外钢包精炼,使氧含量降至0.0021~0.0010%,生产出超纯净钢,从而大大提高了弹簧的设计和工作应力。连铸生产工艺在弹簧钢生产中已被广泛采用。连铸可通过电磁搅拌、低温铸造等技复合模具弹簧制造厂术减小钢的偏析,减小二次氧化,改善表面脱碳,使组织和性能稳定、均匀。采用分列式全连续轧机,可提高尺寸精度,表面质量,同时也可使钢材沿长度显微组织均匀。在轧制过程中为了保证产品的表面质量采用在线自动检测和控制。
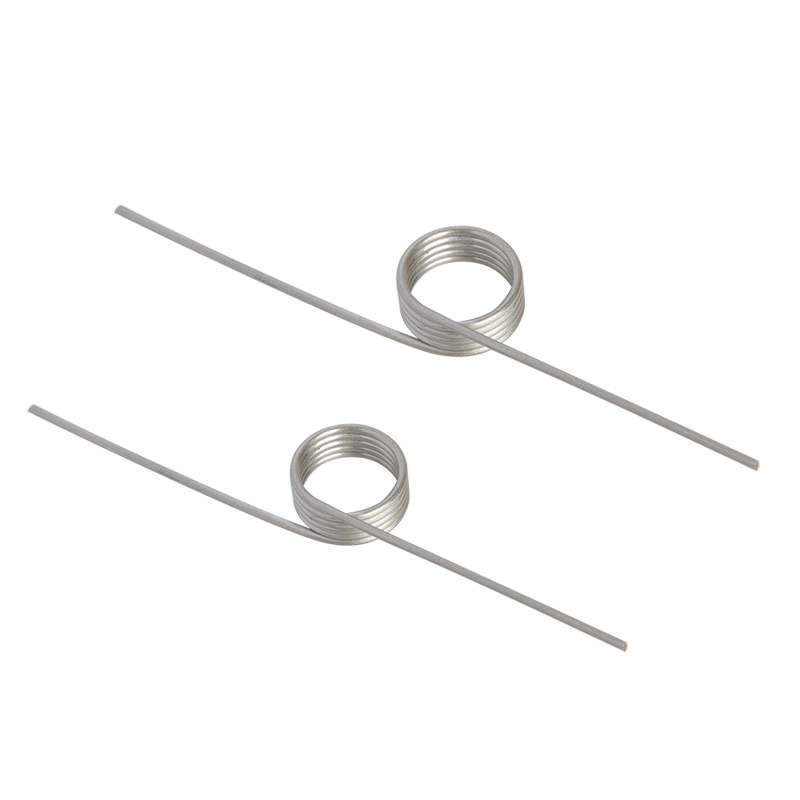
常见的等节距订做复合模具弹簧圆柱体螺旋式拉申也许压缩弹簧,其负荷特性属于直线式,也许,这里忽视了弹黄拉申或者缩小变形过程中,弹黄螺旋式角的转变。机械弹簧在拉申或者缩小变形过程中,螺旋式角会变化很大,因此,严格来说特性线是离散系统的,压缩弹簧的工作压力P的作用下。随着形自变量的提高弹黄的螺旋式角a减少,中径D2也略微扩大,其特性线呈渐增形,而对于拉伸弹簧,正好相对性,其特性线呈渐减型。压缩弹簧负荷佛山订做复合模具弹簧特性的离散系统的离散系统误差取央于弹黄的几何图形规格型号、原料横截面样子,机械弹簧偏移的规格及梁端的变竖方法。通常情况下,如果弹黄的螺旋式角并不大(小于13度),变形也并不大,这种误差是并不大的。与拉申(或缩小)压缩弹簧类似,扭曲压缩弹簧的负荷特性全是离散系统的

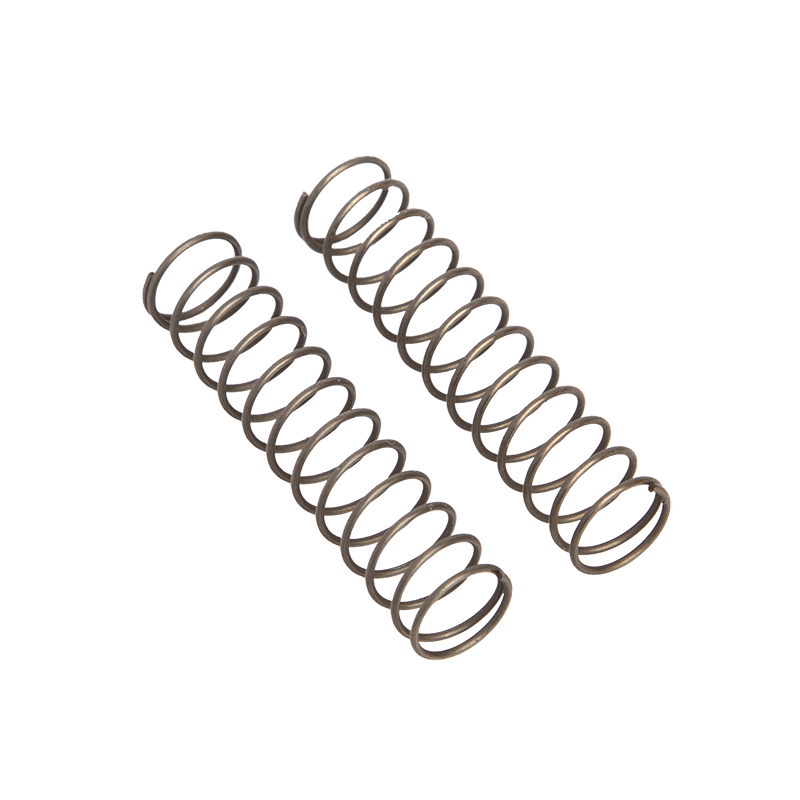
请防止以下不善应用方法:超出较大缩佛山复合模具弹簧小量的应用(30万回标准,接件密著长之应用) 工作压力造成从而导致折损,贴近密著长之应用,会使弹簧线部慢慢密著这般,由于弹黄定数上升导致载荷曲线图随着生高,近而造成高地应力使弹黄破裂,请不必应用超出30万回。无预应力张拉的应用 因为有空隙导致弹黄左右振动造成弹黄歪曲,若有预应力张拉时,弹黄比较平稳。弹黄横放应用 弹黄横放应用时,会导致导订做复合模具弹簧制造厂销与弹黄损坏并破裂。无弹黄引导的应用 当在舞弹黄引导的状况下应用时,非常容易导致弹黄底端及本身之歪曲,其歪曲部之部分高工作压力是造成弹黄破裂的要因,请一定要应用公称直径导销或直径引导等设备。







