
联系人:潘经理
手 机:13567849043
电 话:0574-63221800
传 真:63221896
邮 箱:zhangpei@dinglispring.com
网址:www.dinglispring.com
地 址:浙江省慈溪市崇寿镇纬二西路211号

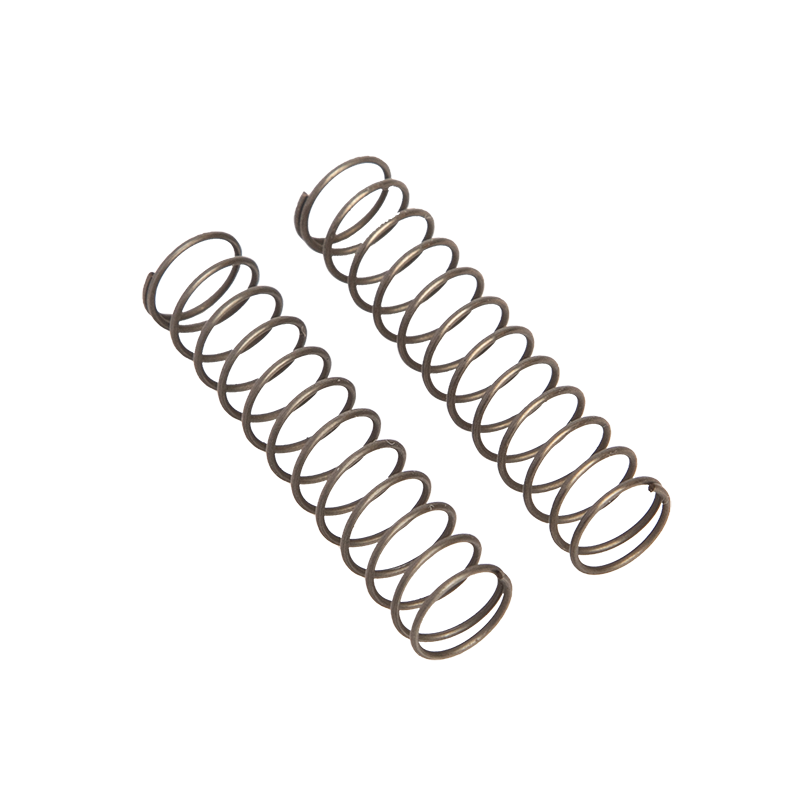
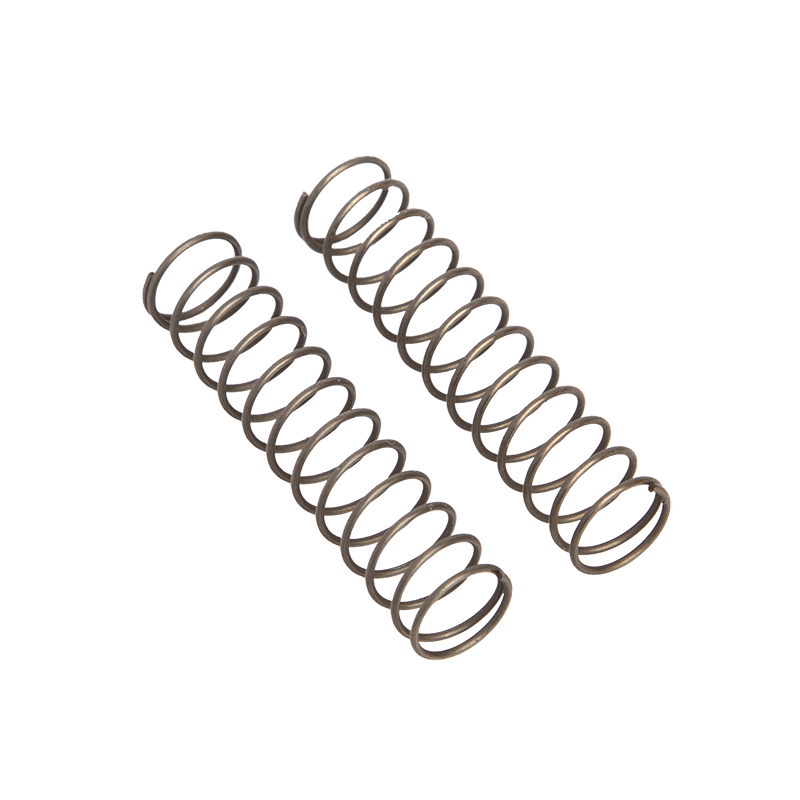
压缩弹簧(CompressionSprings) 对外载压力提供反抗力量。压缩弹簧一般是金属丝等节距盘绕和有固定的线径。压缩弹簧利用多个开放线圈对外载压力(如重力压下车轮,或者身体压在床褥上)供给抵抗力量。也就是,他们回推以精密异形弹簧反抗外部压力。压缩弹簧一般是金属丝等节距盘绕和有固定的线径。此外,也有圆锥形的压缩弹簧,或者圆锥和直线型组合的弹簧。根据不同的应用领域,压缩弹簧可用于抵抗压力和(或)存储能量。圆形金属丝是压缩弹簧最常用的,但也有正方形、长方形和特殊形状的金北京精密异形弹簧属丝制造出的压缩弹簧。压缩弹簧的钢丝弹簧用于一切从家电到机动设备,电机等的类型,因为它是所需类型的弹簧。由负载作用于它们或它们的端部被压缩,压缩弹簧被压缩导线的设计试图返回弹簧返回到原来的形状,从而负载推回。
1、不能以提高温北京精密异形弹簧度缩短时间的方式对弹簧进行回火处理。2、硬度:随回火温度的升高,硬度稍微上升后就下降。疲劳性能最好的温度略低于硬度最大的温度。3、缩径:碳钢弹簧回火时外径会缩小,所以卷簧时应预留一些尺寸。4、弹簧回火色:回火色与温度和钢丝表面的残留物有关,颜色不均匀与温精密异形弹簧度分布或炉膛内的气流有关,如果期望颜色均匀,要管理好炉子及装料方式;如果局部有油或指印,回火后会变色。5、回火温度:一般采用的回火温度在250-280℃,如采用200-250℃处理钢丝,虽然可以提高强度,但塑韧性也会损失,可导致拉簧做弯钩或扭簧弯腿时发生断裂。6、压簧:锤打以后轻度低温回火可以减少变形。

65Mn弹北京异形弹簧簧钢热处理后一般为屈氏体,硬度为45~50HRC,镀锌后若不进行去氢处理就会发生氢脆,所以通常对重要的弹簧都不进行镀锌处理,可以进行磷化、喷塑、涂漆等表面处理。若镀锌就要去氢。回火精密异形弹簧制造厂温度260-300度,时间30-60min。钢丝直径直10--15mm时间可以长点。温度350度。一般情况下钢丝直径10--15mm,要淬火:温度840-860度,保温时间30-40min,回火温度350-560度(视硬度而定),保温时间90-120min。
为了提精密异形弹簧高弹簧钢的质量,工业发达国家已普通采用炉外精炼技术、连铸工艺、新型轧制和在线自动检测及控制设备等。为了保证钢的化学成分,降低气体和各种非金属加夹物的含量,采用大容量电炉或转炉熔炼,采用炉外钢包精炼,使氧含量降至0.0021~0.0010%,生产出超纯净钢,从而大大提高了弹簧的设计和工作应力。连铸生产工艺在弹簧钢生产中已被广泛采用。连铸可通过电磁搅拌、低温铸造等技异形弹簧制造厂术减小钢的偏析,减小二次氧化,改善表面脱碳,使组织和性能稳定、均匀。采用分列式全连续轧机,可提高尺寸精度,表面质量,同时也可使钢材沿长度显微组织均匀。在轧制过程中为了保证产品的表面质量采用在线自动检测和控制。
异形弹黄其精密异形弹簧关键作用:操纵机械设备的健身运动,如燃气轮机中的闸阀弹黄、离合中的操纵异形弹黄等。消化吸收震动和冲击性动能,如小车、高铁车厢下的缓存异形弹黄、连轴器中的异形弹黄等。存储及輸出动能做为驱动力,如时钟异形弹黄等。用于测力元器件,如测力器、弹簧秤中的异形弹黄等。五金锁具弹黄北京异形弹簧制造厂的荷载与形变比为称之为异形弹簧刚度,弯曲刚度越大,则异形弹黄越硬。异形弹黄的生产制造:异形弹黄做为工业生产系统软件中的一个关键元器件,拥有挺大的需求量,并且品种繁多,因而异形弹黄的制做有初始的手工制做,逐渐迈向自动化技术。在中国九十年之前,弹黄制造行业只能非常少的专业生产制造异形弹黄的工业设备。







