
联系人:潘经理
手 机:13567849043
电 话:0574-63221800
传 真:63221896
邮 箱:zhangpei@dinglispring.com
网址:www.dinglispring.com
地 址:浙江省慈溪市崇寿镇纬二西路211号

目前,机械弹簧的加工无锡订做拉伸弹簧设备和加工生产线向着数控(NC)和计算机控制(CNC)化的深度和广度发展。但随着弹簧材料和几何新状的变化,加工工艺亦有发展。1)变弹簧外径、变节距和变钢丝直径(三变)悬架弹簧实现了无模塑性加工。自三变弹簧开发以来,一直采用锥形钢棒在数控车床上卷绕加工,但成品率和价格均不理想。现改为加热状态下通过卷簧机,控制轧辊速度和拉拔力,获得所需要的锥体形状,并用加工余热进行淬火。2)中空稳定弹簧杆采用低碳硼钢板卷制焊接成形。3)扭杆采用订做拉伸弹簧高纯度的45钢,经高频淬火获得表面的高硬度和较大的剩余压缩应力,从而提高疲劳寿命和抗松弛能力。4)电子产品广泛应用的片弹簧基本上采用冲压和自动弯曲加工成形。目前主要是发展复合材料的接合技术。

1. 矩形框弹黄这就是订做拉伸弹簧说矩形框弹黄,外型是环形的,两边是平的,是由矩形框横截面的不锈钢板材绕制而成,固称矩形框弹黄,常见的色调总有左右4种。1.一般来说,通常优先选择采用翠绿色弹黄,当弹性挺大时,考虑到用咖色。当规定缩水率很大时,考虑到用鲜红色的。2.弹黄不能超出其根限缩小量,也就是说无锡拉伸弹簧制造厂磨具合死时,整圈与邻近的另整圈中间必须要有间隙才能够。不然磨具打不及时。3.大磨具,大容量,大脱料力时,尽可能采用大弹簧,于己用小弹黄。常见到的是直徑30,20,40,45,50的。
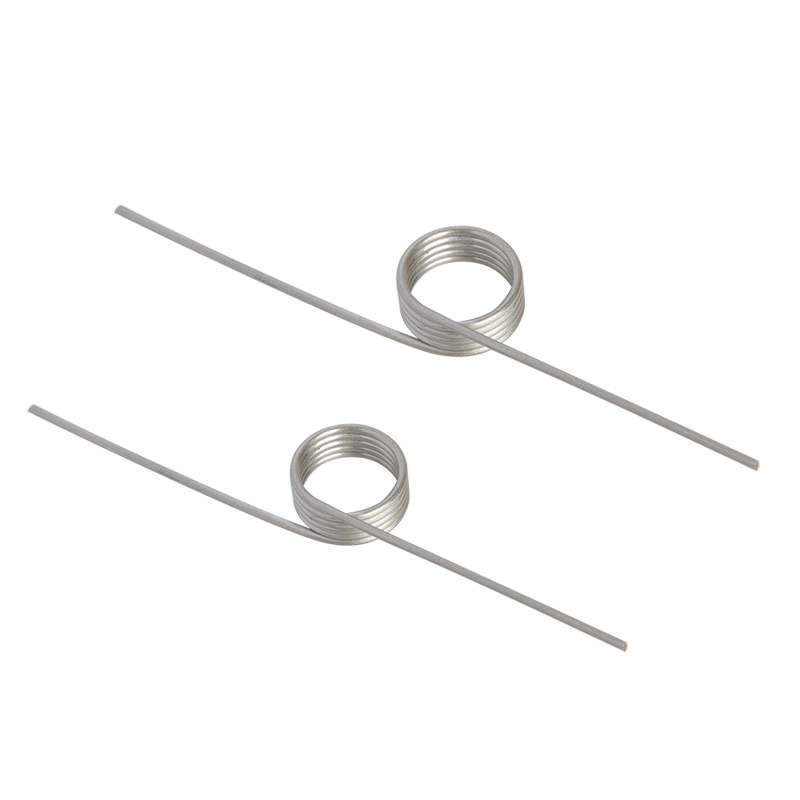
拉伸弹簧的无锡拉伸弹簧材料中占据很大占比的有民族乐器金属材料弦线和不锈钢线,英国协同弹黄有着zhuanli权的耐热、抗金属疲劳独特铝合金.民族乐器金属材料弦线:民族乐器弦线金属线合乎ASTM-A228 或是 AMS 5112..当溫度高过121摄氏(250华氏度)时 ,不提议应用民族乐器弦线金属线做成的拉伸弹簧。拉伸弹簧订制不锈钢线:不锈钢板订做拉伸弹簧制造厂的型号规格为302,合乎ASTM-A313 或是 AMS 5688,弹黄历经淬火解决(只是是物理化学解决)当溫度高过260摄氏(500华氏度)时 ,不提议应用民族乐器弦线金属线做成的拉伸弹簧. 型号规格为302的不锈钢板略微一点带磁.不锈钢板的表层上面有一点残留的镍,它是一切正常状况,不容易危害商品的特性.

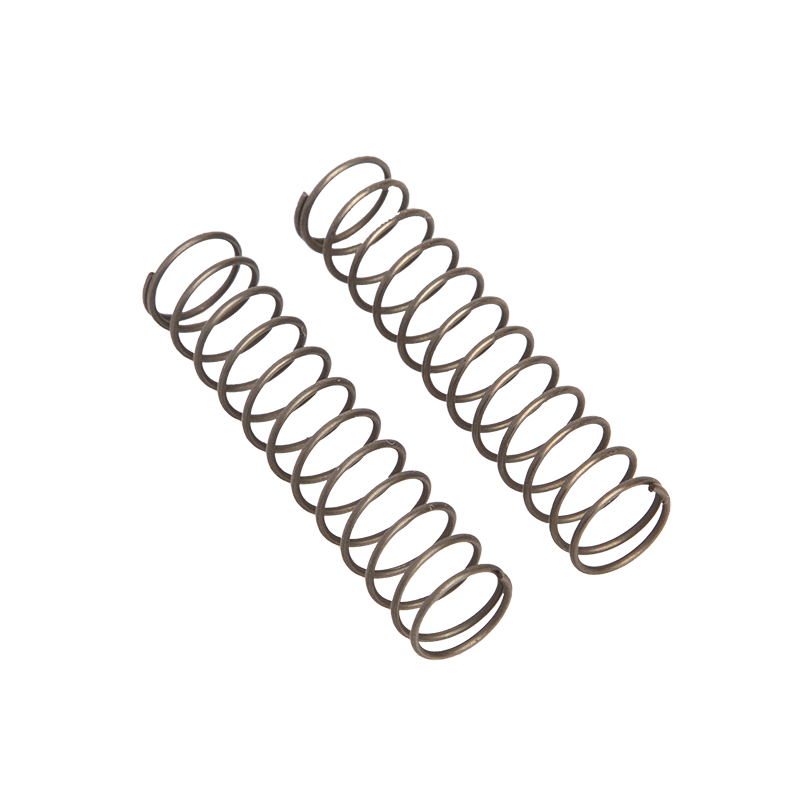
1)冷成形工艺一次订做拉伸弹簧性自动化能力。冷成形机目前已发展到12爪。在(0.3~14)mm范围内的钢丝,基本上在8爪成形机能一次成形。目前成形工艺设备的发展方向:①提高成形速度,主要发展趋势是提高设备的成形速度,即生产效率;②通过提高设备零件的精密性和强化热处理效果来提高设备耐久性;③增加长度订做拉伸弹簧传感器和激光测距仪,给CNC成形机进行自动闭环控制制造过程。2)冷成形工艺范围能力。目前大线径弹簧卷簧机,最大规格可达20mm,=2000MPa,旋绕比5。变径或等径料Minic-Block弹簧和偏心弹簧的冷成形工艺还是有局限性。
为了提订做拉伸弹簧高弹簧钢的质量,工业发达国家已普通采用炉外精炼技术、连铸工艺、新型轧制和在线自动检测及控制设备等。为了保证钢的化学成分,降低气体和各种非金属加夹物的含量,采用大容量电炉或转炉熔炼,采用炉外钢包精炼,使氧含量降至0.0021~0.0010%,生产出超纯净钢,从而大大提高了弹簧的设计和工作应力。连铸生产工艺在弹簧钢生产中已被广泛采用。连铸可通过电磁搅拌、低温铸造等技拉伸弹簧制造厂术减小钢的偏析,减小二次氧化,改善表面脱碳,使组织和性能稳定、均匀。采用分列式全连续轧机,可提高尺寸精度,表面质量,同时也可使钢材沿长度显微组织均匀。在轧制过程中为了保证产品的表面质量采用在线自动检测和控制。







