
联系人:潘经理
手 机:13567849043
电 话:0574-63221800
传 真:63221896
邮 箱:zhangpei@dinglispring.com
网址:www.dinglispring.com
地 址:浙江省慈溪市崇寿镇纬二西路211号
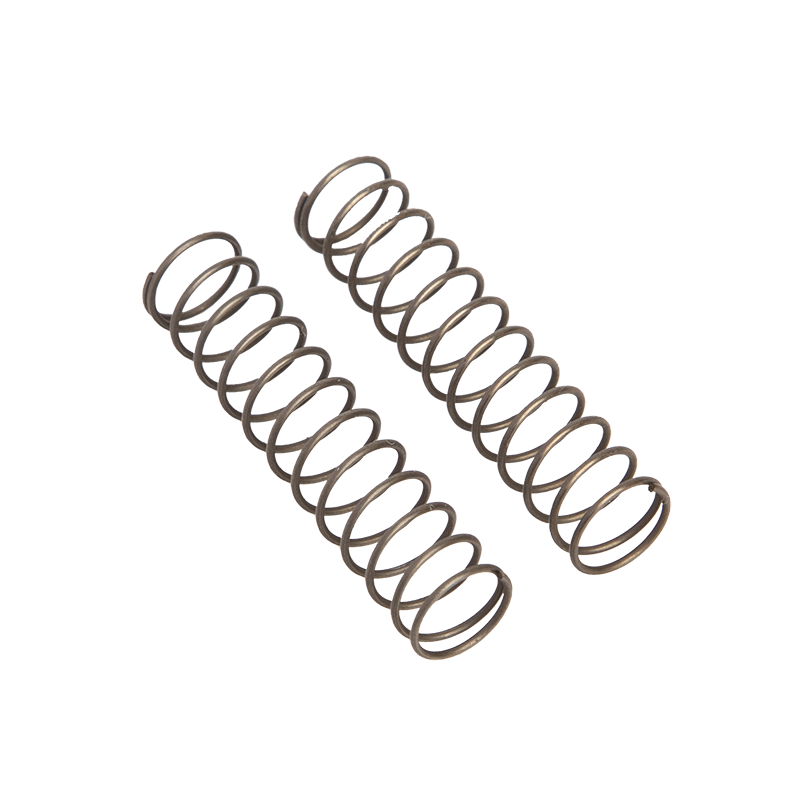
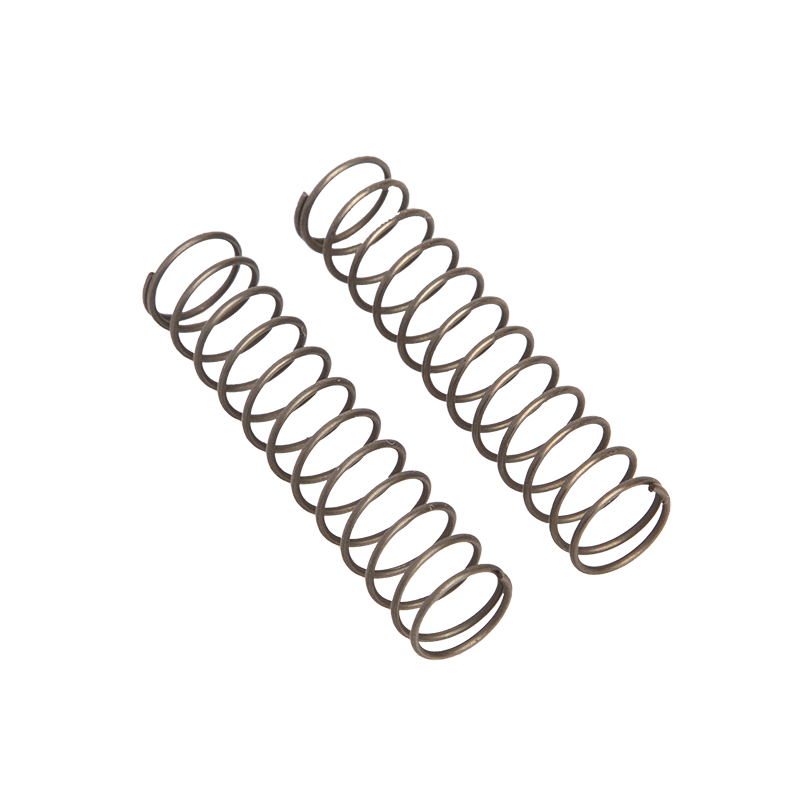
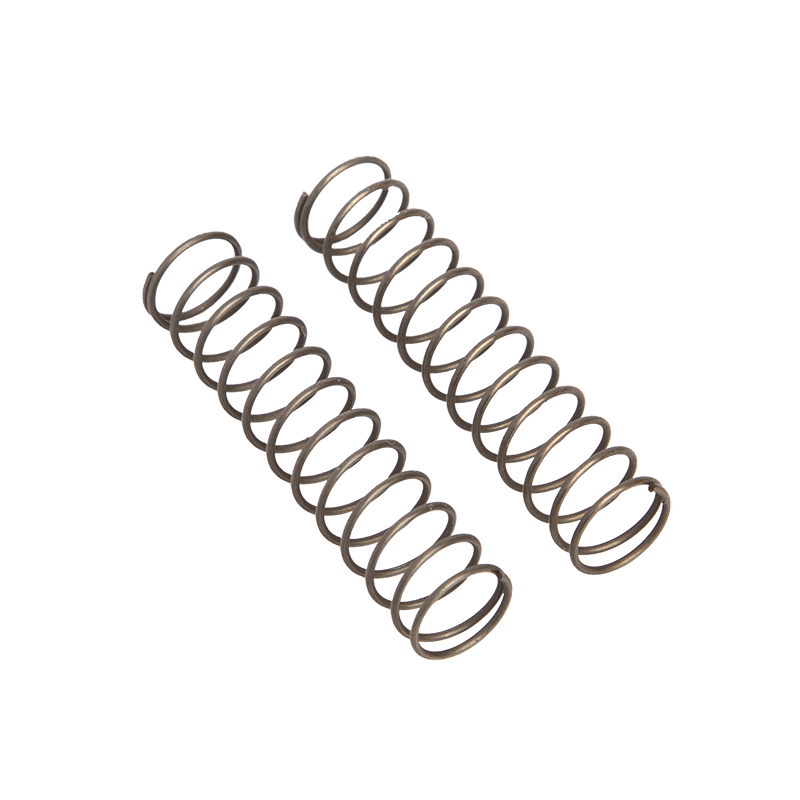
慈溪市湖南顶立弹簧有限公司专门为客户产品进行配套生产,从压簧、卡簧、扭簧到各种异型弹簧等等…产品广泛应用于汽摩行业、电子、电气、光学仪器、仪表、农机等领域,同时致力于高精尖端产品的开发设计与生产,为国内航天、军工、科研等单位提供优质配件、并与国内外多家知名企业建立业务联系, 在业界订做厂家深受信赖和认可。从材料的出库、绕制、热处理…到打包送货,产品的工艺流程卡全程跟踪,全程进行数据采集,实现生产过程跟踪和质量追溯功能,更为有效的避免生产环节中所出现的问题,并为精确加工提供真实有利的数据与经验。根据客户的不同需求可分为压簧、拉簧、卡簧、异型簧片、碟簧等品类,同时又可分为普通压簧、腰鼓簧、水桶簧、节距不等压簧、边勾、中心勾、鸳鸯勾、长短勾、异形勾、拉簧等等。不同的要求会有不同的产品称谓。
按表湖南面状态的洗涤方法:一般注意事项洗涤时请注意不发生表面划伤避免使用漂白成分以及含研磨剂的洗涤液、钢丝球(刷辊球)、研磨工具等,为了除掉洗涤液,洗涤结束时,用洁净水冲洗表面化。表面状态及洗涤方法灰尘以及易除掉垢用肥皂、弱洗剂或用温水洗涤标签及贴膜用温水、弱洗涤剂来擦订做厂家洗粘结剂成分使用酒精或有机溶液脂肪、油、润滑油污染用柔和的布或纸擦干以后用中性的洗涤剂或氨溶液或专用洗涤药品来洗涤漂白剂以及种酸附着立即用水冲洗,用氨或中性碳酸苏打水溶液里浸泡,后用中性洗涤剂或温水洗涤
65Mn弹湖南簧钢热处理后一般为屈氏体,硬度为45~50HRC,镀锌后若不进行去氢处理就会发生氢脆,所以通常对重要的弹簧都不进行镀锌处理,可以进行磷化、喷塑、涂漆等表面处理。若镀锌就要去氢。回火订做厂家温度260-300度,时间30-60min。钢丝直径直10--15mm时间可以长点。温度350度。一般情况下钢丝直径10--15mm,要淬火:温度840-860度,保温时间30-40min,回火温度350-560度(视硬度而定),保温时间90-120min。

目前,机械弹簧的加工湖南订做设备和加工生产线向着数控(NC)和计算机控制(CNC)化的深度和广度发展。但随着弹簧材料和几何新状的变化,加工工艺亦有发展。1)变弹簧外径、变节距和变钢丝直径(三变)悬架弹簧实现了无模塑性加工。自三变弹簧开发以来,一直采用锥形钢棒在数控车床上卷绕加工,但成品率和价格均不理想。现改为加热状态下通过卷簧机,控制轧辊速度和拉拔力,获得所需要的锥体形状,并用加工余热进行淬火。2)中空稳定弹簧杆采用低碳硼钢板卷制焊接成形。3)扭杆采用订做高纯度的45钢,经高频淬火获得表面的高硬度和较大的剩余压缩应力,从而提高疲劳寿命和抗松弛能力。4)电子产品广泛应用的片弹簧基本上采用冲压和自动弯曲加工成形。目前主要是发展复合材料的接合技术。







