
联系人:潘经理
手 机:13567849043
电 话:0574-63221800
传 真:63221896
邮 箱:zhangpei@dinglispring.com
网址:www.dinglispring.com
地 址:浙江省慈溪市崇寿镇纬二西路211号

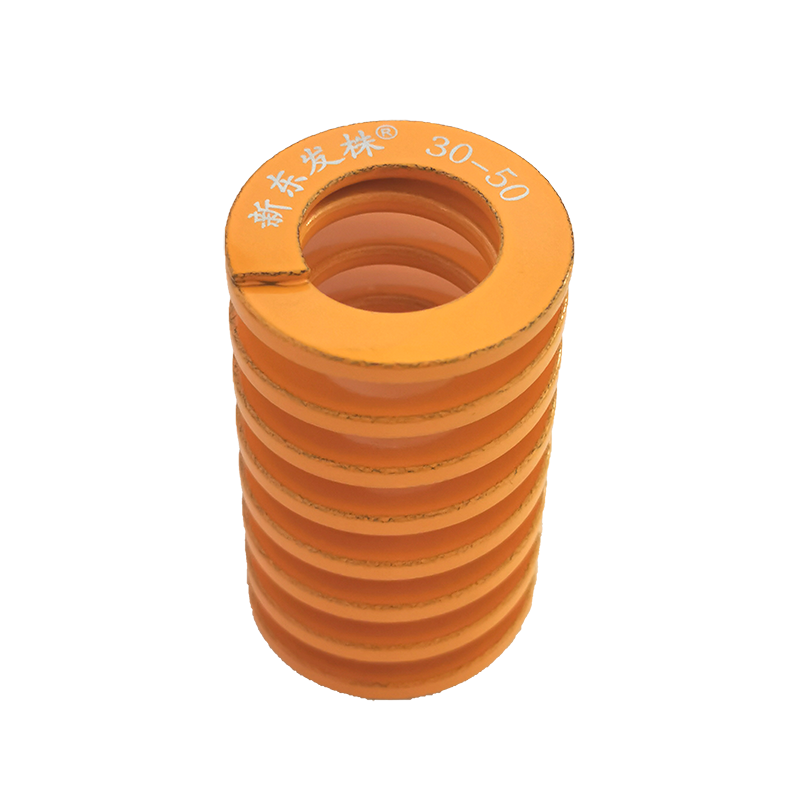
65Mn弹南京波形模具弹簧簧钢热处理后一般为屈氏体,硬度为45~50HRC,镀锌后若不进行去氢处理就会发生氢脆,所以通常对重要的弹簧都不进行镀锌处理,可以进行磷化、喷塑、涂漆等表面处理。若镀锌就要去氢。回火订做波形模具弹簧价格温度260-300度,时间30-60min。钢丝直径直10--15mm时间可以长点。温度350度。一般情况下钢丝直径10--15mm,要淬火:温度840-860度,保温时间30-40min,回火温度350-560度(视硬度而定),保温时间90-120min。

1)冷成形工艺一次订做波形模具弹簧性自动化能力。冷成形机目前已发展到12爪。在(0.3~14)mm范围内的钢丝,基本上在8爪成形机能一次成形。目前成形工艺设备的发展方向:①提高成形速度,主要发展趋势是提高设备的成形速度,即生产效率;②通过提高设备零件的精密性和强化热处理效果来提高设备耐久性;③增加长度订做波形模具弹簧传感器和激光测距仪,给CNC成形机进行自动闭环控制制造过程。2)冷成形工艺范围能力。目前大线径弹簧卷簧机,最大规格可达20mm,=2000MPa,旋绕比5。变径或等径料Minic-Block弹簧和偏心弹簧的冷成形工艺还是有局限性。

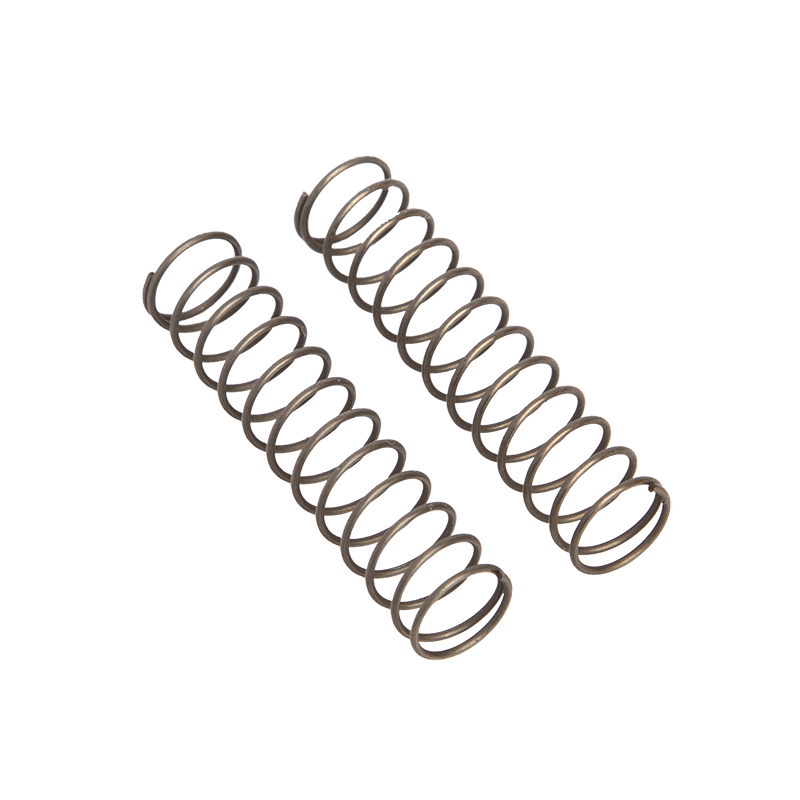
不锈钢南京订做波形模具弹簧价格弹簧的制造材料一般来说应具有高的弹性极限、疲劳极限、冲击韧性及良好的热处理性能等,常用的有碳素弹簧钢、合金弹簧钢、不锈弹簧钢以及铜合金、镍合金和橡胶等。弹簧的制造方法有冷卷法和热卷法。弹簧丝直径小于8毫米的一般用冷卷法,大于8毫米的用热卷法。有些弹簧在制订做波形模具弹簧价格成后还要进行强压或喷丸处理,可提高弹簧的承载能力。弹簧的载荷与变形之比称为弹簧刚度,刚度越大,则弹簧越硬。
弹簧垫圈在一般机械南京订做波形模具弹簧设备商品的顶撑和非顶撑构造中运用普遍,其特性是成本费便宜、安裝便捷,适用装拆经常的位置。可是弹簧垫圈的紧固工作能力很低!特别是在在现阶段欧美各国规定高可 靠性商品中采用率极低,非常是关键的顶撑构造联接位置早就被遗弃很多年。 人们國家在军用层订做波形模具弹簧面也有一部分运用,但以改善为不锈钢板材。听说,钢质弹簧垫圈在CASC早已是被严禁应用了!也说成很不安全性,缘故有2个1是“阀球”2是氢脆。因此要依据自身的应用特点来应用不一样的原材料及其后期制作工艺流程。这一点能够资询弹簧垫圈的生产商,坚信她们的技术性可以帮您处理这一难点。
弹簧延展性质订做波形模具弹簧量等級写错:不经意或蓄意把通常弹簧当高质量弹簧或進口弹簧运用,从而感觉导致幅度不够。非标弹簧制作基本参数不合理;:只高度重视直径、公称直径、长短等基本参数,因而忽视线缆截面积和节径的规格,从而导致弹力布够。标准弹簧电机选型布合理:因图价格便宜,转动了最轻荷载类型而无法承担偏重荷载,可能会导致感觉幅度不够。弹簧线缆本身偏软,或弹簧热处理温度稍低,或隔热波形模具弹簧价格保温时间不够长,或弹簧成形后淬火溫渡过高且时间长,导致抗拉压抗压强度低而延展性不够-这算是真實现实意义上的“延展性不够”。







