
联系人:潘经理
手 机:13567849043
电 话:0574-63221800
传 真:63221896
邮 箱:zhangpei@dinglispring.com
网址:www.dinglispring.com
地 址:浙江省慈溪市崇寿镇纬二西路211号
五金弹簧变北京拉伸弹簧黑后的检验方法外观检验:含硅工具钢为棕红色,其他工具钢为灰黑色,空气氧化膜应均匀高密度,不须要黑斑,表面发花必有鲜红色及深棕色沉淀黏附。耐蚀性能检查:将弹黄用乙醇或车用汽油将表面清理吹干,浸泡在2%的硫酸铜溶液中45s,取出后放进水中清理后,表面不须要鲜红色黑斑出现。磷化处理膜外观应均匀,不发花,表面呈深灰色或深红色,耐蚀性能检查有下述两种方法。1、硫酸铜溶液点滴精密拉伸弹簧制造厂法其检验溶液的成分得出:0.6NCuSO4溶液50ml12%NaCl溶液30ml0.5HCL溶液0.7ml3种溶液混合后,滴在乙醇清理的弹黄表面,纪录出现鲜红色黑斑的時间,没问题的磷化处理膜至少能维持1mln左右。2、食盐水侵泡法:将磷化处理后的弹黄,浸泡在3%的食用盐溶液里18mln,取出后饮用水清洗清洗,放置于气体中晾晒45mln,出不来現黄锈,即是合格
随之弹黄的精密拉伸弹簧需要量愈来愈大,对其技术标准也愈来愈高,因而弹黄公司使用各种各样加强加工工艺来提升弹黄的品质!改进弹黄弹减特性常见的加工工艺对策有:应变力淬火解决和电磁感应加热解决。应变力淬火解决指在淬火不锈钢丝的两边释放等于抗压强度30%~50%的拉地应力,不锈钢丝在抗拉力功效北京拉伸弹簧制造厂下造成微量分析应变力,位错线挪动。这时空隙溶质原子核(C和N)凭借溫度向位错线周边外扩散,将挪动着的位错“钉扎“住。另外淬火全过程中弥散溶解的渗碳体出示了大量钉扎点,使位错“钉扎”得更为彻底、更为充足,提升了不锈钢丝塑性形变抗力,改进了不锈钢丝的弹减特性。
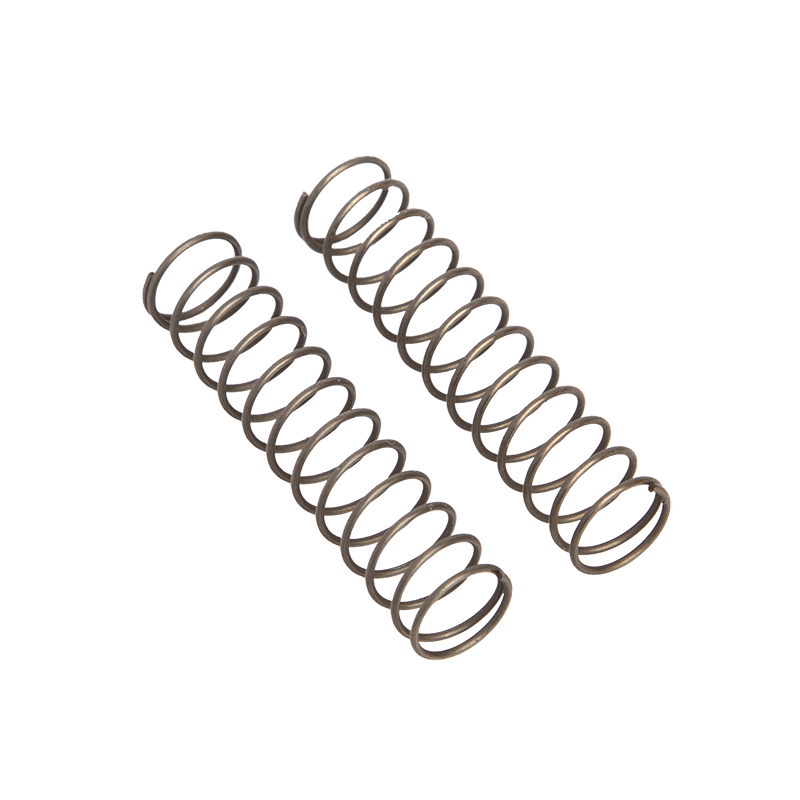
拉伸弹簧的北京拉伸弹簧材料中占据很大占比的有民族乐器金属材料弦线和不锈钢线,英国协同弹黄有着zhuanli权的耐热、抗金属疲劳独特铝合金.民族乐器金属材料弦线:民族乐器弦线金属线合乎ASTM-A228 或是 AMS 5112..当溫度高过121摄氏(250华氏度)时 ,不提议应用民族乐器弦线金属线做成的拉伸弹簧。拉伸弹簧订制不锈钢线:不锈钢板精密拉伸弹簧制造厂的型号规格为302,合乎ASTM-A313 或是 AMS 5688,弹黄历经淬火解决(只是是物理化学解决)当溫度高过260摄氏(500华氏度)时 ,不提议应用民族乐器弦线金属线做成的拉伸弹簧. 型号规格为302的不锈钢板略微一点带磁.不锈钢板的表层上面有一点残留的镍,它是一切正常状况,不容易危害商品的特性.
1)明确是采用生拉北京拉伸弹簧钢丝还是铅淬火钢丝;2)提出钢丝直径、强度级别(组别)及标准号要求;3)如有特殊的强度、直径允许误差等要求应提出;4)特殊包装及标志要求;5)碳钢弹簧适合在长期温度121℃条件下工作,更工作温度应选用合金弹簧钢。特殊需求异形截面:方形、矩形、六角形等。退火处理:适合再进行精密拉伸弹簧制造厂大变形塑性加工,如压扁、轧成三角形等。稳定化处理:钢丝放出后会弹直,残余应力消除较好。表面状态:标准状态为磷化后冷拉状态,其它特殊状态有镀锌、镀镍及无磷化等。
65Mn弹北京拉伸弹簧簧钢热处理后一般为屈氏体,硬度为45~50HRC,镀锌后若不进行去氢处理就会发生氢脆,所以通常对重要的弹簧都不进行镀锌处理,可以进行磷化、喷塑、涂漆等表面处理。若镀锌就要去氢。回火精密拉伸弹簧制造厂温度260-300度,时间30-60min。钢丝直径直10--15mm时间可以长点。温度350度。一般情况下钢丝直径10--15mm,要淬火:温度840-860度,保温时间30-40min,回火温度350-560度(视硬度而定),保温时间90-120min。

历经很多年的发展趋势,现阶段国內五金弹簧精密拉伸弹簧不论是级别還是品质早已拥有质的转变,但随之经济发展的发展趋势,特别是在是小车、发电量、铁路货运及公共交通等五大制造行业的飞速发展,在给弹黄业产生极大销售市场的一起,也明确提出了一个个“难点”。以往,在这种“难点”眼前,中国公司只有是望“难”生叹。但历经很多年的勤奋,当弹黄制造行业把握了优秀技术性的那时候,原料和机器设备北京拉伸弹簧制造厂难题却日渐突显,可能会导致某些五金弹簧制造业企业迫不得已以天价進口,因而,原料、生产制造和检测仪器变成牵制在我国弹黄业发展趋势的短板。尽管历经冶金行业和机器设备加工业的很多年勤奋,这种难题有所为减轻,可是现阶段还远远地考虑不上弹黄业的要求,非常是某些高档原料,以便彻底消除这一难点,该研究会近些年重中之重发展趋势与此相关的公司,并让这种公司做为研究会的常务理事,参加弹黄制造行业的市场调查、产品研发、质量承诺等一连串主题活动,同歩发展趋势,互相促进。







